How Hydraulic Oil Achieves the Hydrodynamic Bearing Effect on CNC Lathes
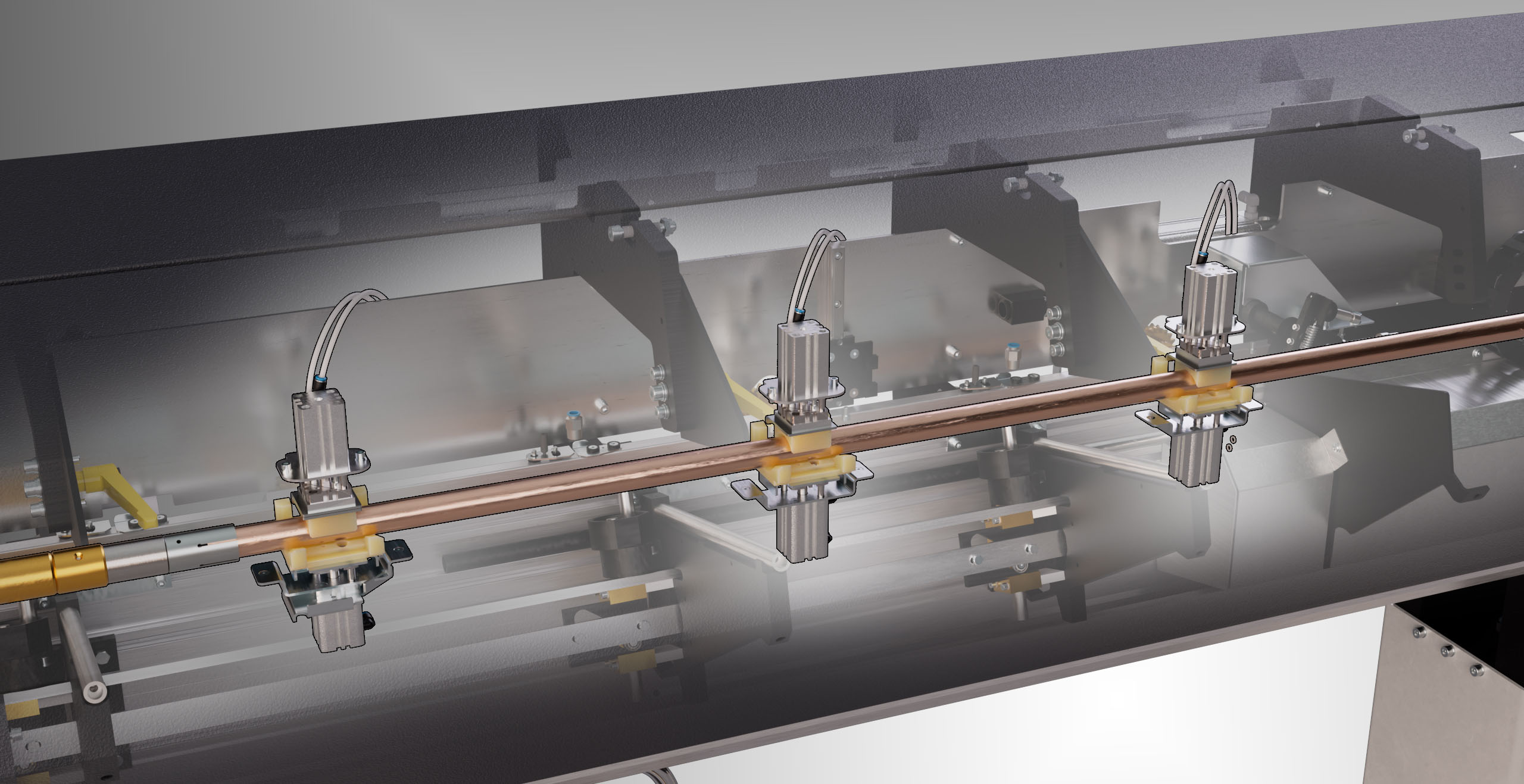
In high-speed CNC lathe operations, 12 and 6 ft bar feeders use hydraulic oil to achieve the hydrodynamic effect (sometimes called the hydrostatic effect). The hydrodynamic bearing effect keeps the bar stock spinning smoothly. A thin layer of oil forms a pliable barrier between the bar and the guide channel, which reduces friction, cuts down on vibration, and cushions the bar as it rotates.
Bar feeder oil helps:
- Keep the bar centered.
- Reduce wear on both the bar and the bar feeder.
- Ensure smoother, more stable rotation, especially at high speeds.
Hydraulic oil is the recommended lubricant for CNC bar feeders because its viscosity range — typically available in ISO grades from 32 to 150 cST (centistokes, the unit used to measure how thick or thin an oil flows) — can be matched precisely to bar diameter. Thinner oils flow freely enough to support small-diameter bars without causing instability, while thicker oils provide the film strength needed to support heavier stock at high RPM. Hydraulic oil is also widely available through industrial suppliers, making it a practical choice for most shops.
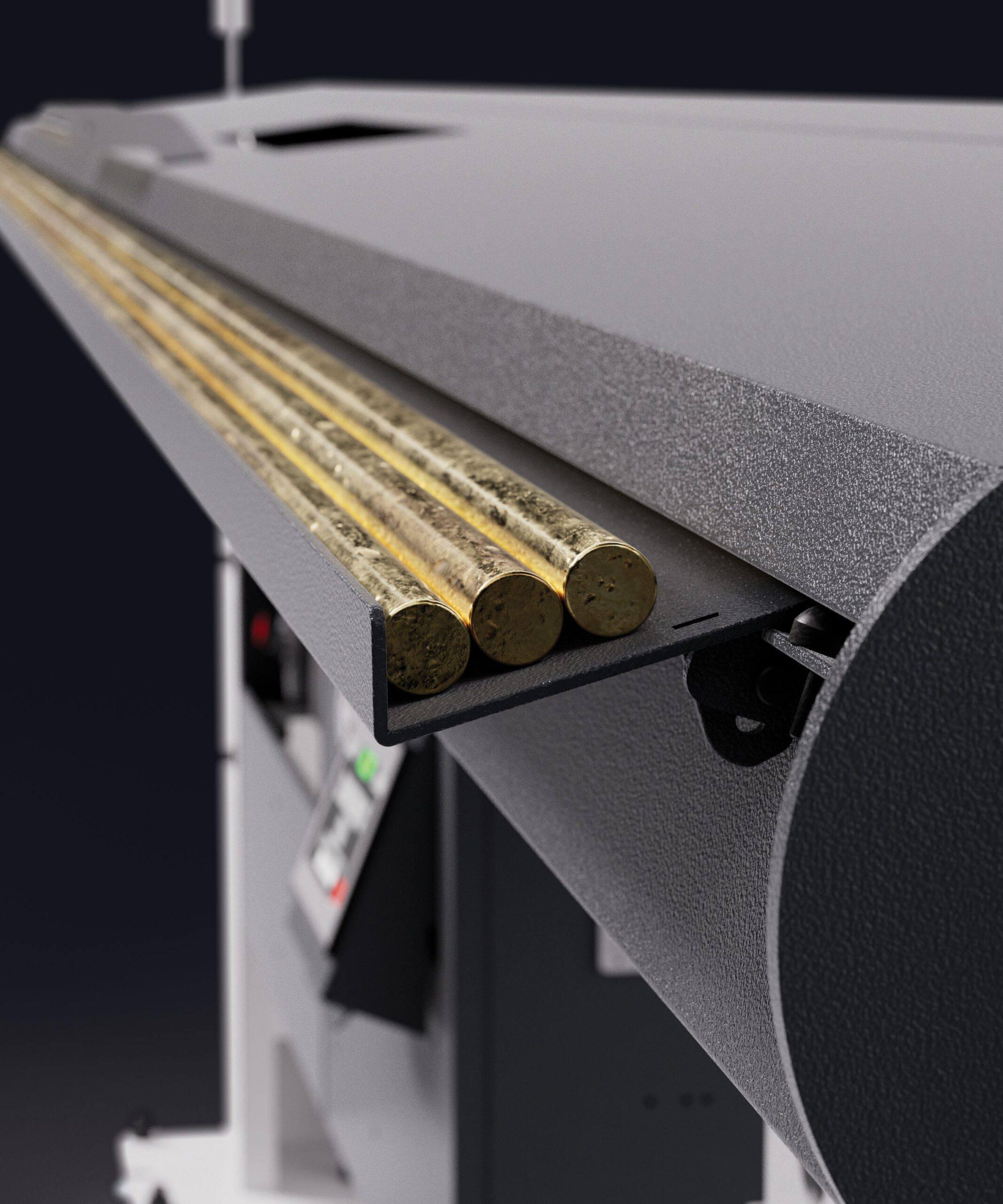
The diameter of the bar is important, and so is bar straightness (but that’s another topic). Selecting the right guide channel size is as important as selecting the right oil. The channel must be slightly larger than the bar — large enough for the bar to spin freely within the oil film, but not so large that the bar can whip (flex and oscillate as it rotates, causing vibration, accuracy loss, and surface finish defects). On the Edge Technologies Scout 320, a common two-channel setup uses a 14mm channel for bars from 1/8″ to 3/8″, and a 24mm channel for bars from 7/16″ to just over 3/4″. The changeover point — the bar diameter at which you switch from one channel to the other — in this setup is 3/8″.

In CNC bar feeding, the hydrodynamic bearing effect is the phenomenon where a pressurized film of hydraulic oil forms between a spinning bar and its guide channel, keeping the bar centered, reducing friction, and damping vibration at high RPM.
Why? Because the guide channel must be a bit bigger than the bar — if it’s too tight, the bar won’t spin freely, which can cause wear or even jamming. If it’s too loose, the bar can vibrate or “whip” (bend and flex as it spins), which hurts both accuracy and surface finish.
Bar diameter determines which ISO viscosity grade to use. As a general guideline: bars smaller than 1/8″ require a light ISO 32 cST oil; bars from 1/8″ up to around 3/4″ typically run on ISO 68 cST; and heavier bar stock above that range generally calls for ISO 150 cST. Most Edge Technologies bar feeders operate within the ISO 100 to ISO 150 cST range. Using a viscosity that’s too light for a large bar risks metal-to-metal contact at the guide channel wall; too heavy a viscosity on a small bar can cause the bar to float unstably rather than spin centered.
Proper bar feeder oil selection — matched to bar diameter, guide channel size, and target RPM — is what enables the hydrodynamic bearing effect to function as designed. When the oil film breaks down due to wrong viscosity, insufficient flow, or an oversized channel, the bar loses its centered, cushioned rotation and begins to contact the channel wall directly, producing vibration, accelerated wear, and surface finish degradation. Maintaining the correct oil type and level is therefore one of the lowest-cost, highest-impact maintenance tasks in a CNC bar feeding setup.